§ 02 / Brand
WOSSNER
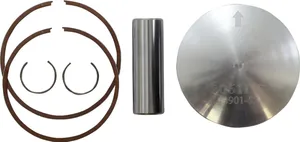
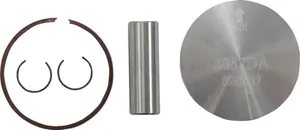
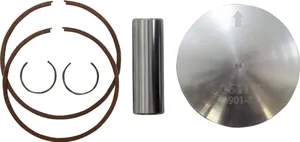
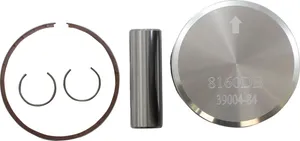
Wossner forge the pistons and rods that go in race motors. Forged blanks beat cast for grain structure, which matters when you're sitting on the rev limiter lap after lap. Catalogue runs from air-cooled two-strokes to current fuel-injected four-bangers. Skirts are coated, ring lands are tight, weights are matched. Pick your bike, pick your bore, build it once. Filters below.
502 parts · updated daily
// Parts
Showing 240 of 502






























































































































































































































Showing the first 240 parts. 262 more match this category.
Refine your fitment →WOSSNER — frequently asked questions
Common questions, straight answers. No fluff.
- Yes. Forging compresses the grain structure of the aluminium, so the crown takes more heat and more cylinder pressure before it gives up. Bump the compression, advance the timing, open the ports — a cast slug starts living on borrowed time. A forged piston buys you margin. That margin is why podium engines run them and why a privateer who can only afford one rebuild a season fits one too. Detonation that would crack a cast piston usually just scuffs a forged one, and a scuff you can hear before it strands you on the far side of the track.
- Coverage runs deep across the 250F, 350F, 450F and 500 four-stroke catalogue. Strength is the upgrade even if you never see a gate drop.
- Enduro engines sit at temperature for hours, not minutes. Forged crowns hold their shape when the head soaks through a long rocky climb, which keeps the ring seal tight and the compression honest when you need a clean hit out of a step.
- Forged aluminium expands further than cast as it comes up to temperature, so the cold clearance spec in the box is larger than an OEM figure and it is not optional. Measure the bore with a dial bore gauge at three heights and two axes, take the smallest reading, subtract the measured piston skirt diameter at the spec point, and compare. Too tight and the skirt picks up against the plating on the first hard lap. Too loose and you get slap, blow-by and a smoking exhaust within an hour. If you do not own a bore gauge, pay an engine shop to measure. It costs less than a replating.
- The pin and big-end dimensions match factory spec so the rod swaps onto original webs. Pressing a crank true needs a proper jig, a press and the right shims — not a job for a vice and a hammer.
- Pull the head and look across the squish band for the peppered grey that means detonation has been hunting you. Inspect the plating for flaking, vertical scoring or any patch that catches a fingernail. If the bore is glazed, give it a light hone with the correct stone for nikasil so the new rings have something to bed against. Measure for taper and ovality while the gauge is out. Anything outside spec goes to the replaters before the new kit goes anywhere near it.